Summary
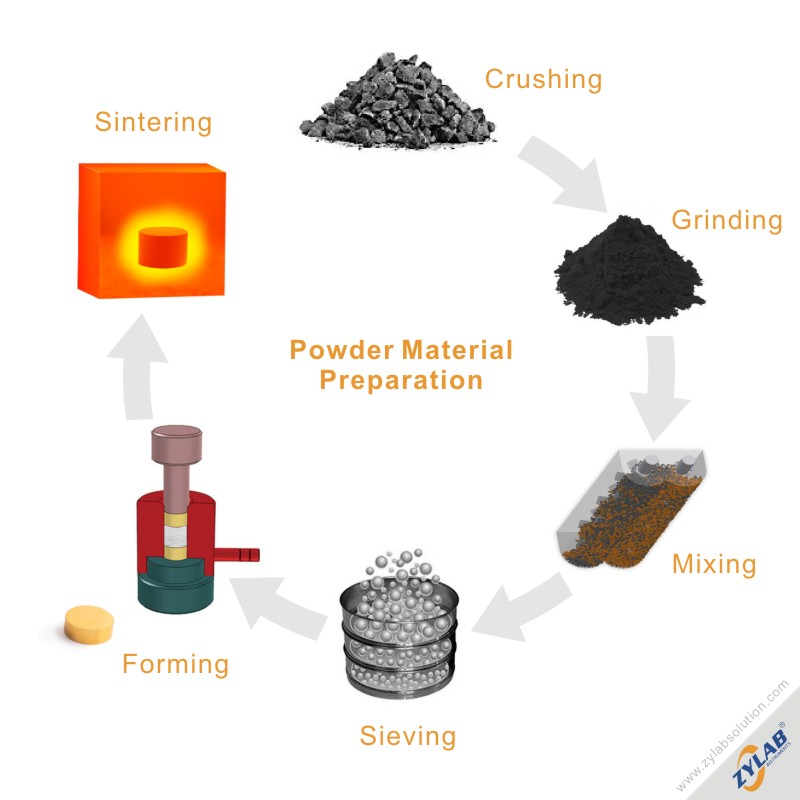
Forming is the foundation of powder metallurgy and the starting point for achieving high-quality sintered products.
From uniaxial pressing to isostatic pressing, each forming method offers unique advantages depending on the component geometry, performance requirements, and production scale.
By controlling powder characteristics, compaction pressure, and pressing uniformity, manufacturers can produce components with consistent density, minimal defects, and excellent mechanical performance after sintering.
As PM continues to evolve toward precision manufacturing and sustainable materials, forming will remain central to achieving high-performance, cost-effective metal components.