Definition of Quenching
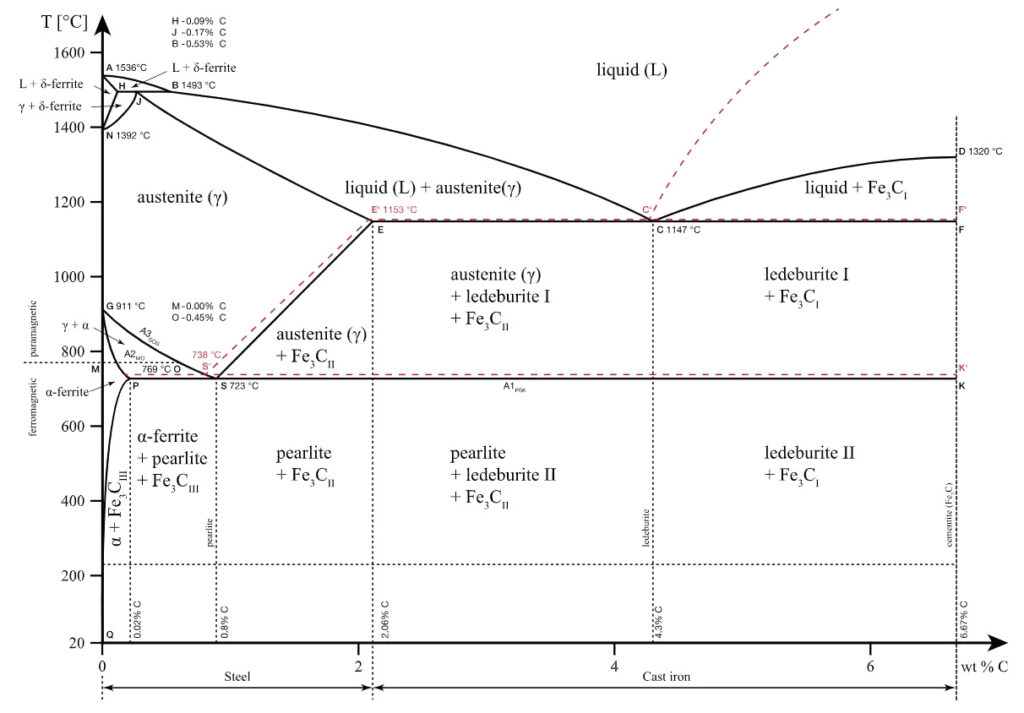
Quenching is a heat treatment process in which a metal—most commonly steel—is heated to a temperature above its critical transformation point (45# steel 820–860 °C, High-carbon tool steel 760–800 °C), held until the structure becomes austenitic, and then rapidly cooled using a quenching medium such as water, oil, polymer solution, or gas.
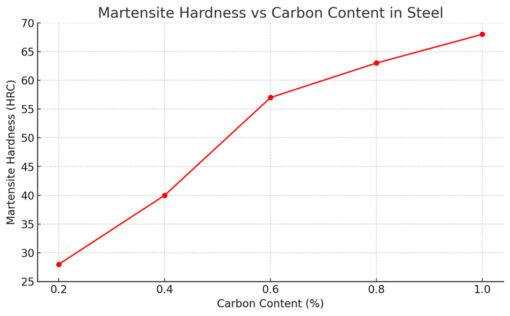
The sudden cooling transforms the microstructure of steel from austenite into martensite, which is extremely hard but also brittle.